



Szkolenia z programowania sterowników logicznych zyskują popularność z każdym tygodniem. Już teraz udział biorą w nich setki kursantów miesięcznie, a rocznie – tysiące. Skąd aż takie zainteresowanie? Rynek jak gąbka chłonie specjalistów z branży automatyki przemysłowej, a programiści stanowią grupę, na którą obecnie jest największy popyt. Stąd coraz większa grupa osób, które wybierają właśnie tę ścieżkę rozwoju zawodowego lub przebranżowienia. Szkolenia PLC1 i PLC2 to dobry sposób na start w przemyśle. O tym, dlaczego tak jest oraz co zyskujemy biorąc udział w szkoleniu opowiada Grzegorz Czekała, trener Centrum Szkoleń Inżynierskich EMT-Systems, zapalony automatyk i podróżnik.
Agnieszka Hyla: Komu dedykowane są szkolenia podstawowe oraz zaawansowane z programowania sterowników Siemens SIMATIC?
Grzegorz Czekała: Osobom, które pracują lub poszukują pracy w automatyce i chcą się rozwijać w kierunku programistycznym. To nie do końca jest jednak kurs podstawowy i zaawansowany. Szkolenia te moim zdaniem stanowią uzupełniającą się całość. PLC1 to solidny wstęp, PLC2 – logiczna kontynuacja. Razem z PLC3, czyli szkoleniem omawiającym problem diagnostyki sterowników logicznych, składają się na pełen pakiet umiejętności programowania. Są to kolejne poziomy wiedzy, które trzeba przyswoić, aby móc powiedzieć, że potrafi się programować sterowniki. O ile szkolenie PLC1 to rzeczywiście wiedza bazowa, to niektóre elementy szkolenia PLC2 również uzupełniają podstawy. Zdecydowanie jednak to szkolenie idzie znacznie dalej. Na PLC1 poznajemy mnóstwo nowych pojęć i tematów. Omawia się tutaj głównie języki graficzne – poświęcamy na to aż 4 dni, na język tekstowy tylko jeden dzień.

Po kursie podstawowym uczestnicy w porównywalnym stopniu posługują się językami LAD i FBD oraz STL, choć jest to poziom bazowy. Na drugim kursie zaś wykorzystujemy wyłącznie język STL – język tekstowy. W związku z tym dla osób, które wcześniej nie programowały w języku tekstowym drugi kurs jest uważany za bardziej zaawansowany. Wiele kwestii, które podczas szkolenia PLC1 są omówione jedynie teoretycznie – podczas szkolenia PLC2 są rozwijane i przedstawiane w praktyce. Przykładem może być wykorzystywanie funkcji sterownika. Podczas kursu PLC1 omawiane i wykorzystywane są one w bardzo ograniczonym zakresie. Podczas PLC2 poznajemy wejścia, wyjścia, stałe (czyli parametry), które wykorzystuje się w obrębie funkcji. Standardowo nie omawiamy tego podczas PLC1. A w czasie kursu zaawansowanego omawia się też bloki funkcyjne – posiadające własną pamięć. Aby to zrozumieć należy poznać zagadnienie bloków danych. O tym także nie rozmawiamy podczas pierwszego kursu. Są to jednak kwestie powszechnie wykorzystywane w programowaniu sterowników, stąd też po udziale w PLC1 zdecydowanie wskazany jest udział w PLC2, by poszerzyć swoją wiedzę o zagadnienia, które również są niezbędne w pracy ze sterownikami.
obrazującego programowane procesy.
AH: Od czego zaczyna się szkolenie PLC1?
GC: PLC1 jest szkoleniem ułożonym w taki sposób, że zaczynamy od teorii. Nie można się oszukiwać – bez podstawowej wiedzy nie osiągniemy odpowiednich efektów. Wstęp trwa około 2-3 godziny, jednak jest bardzo ciekawy i ważny. Następnie przechodzimy do programowania. I omówienia czterech najbardziej podstawowych elementów programowania: zestyku normalnie otwartego, zestyku normalnie zamkniętego, negacji i cewki. Nawet zaawansowane programy opierają się o te cztery elementy. Kursanci dowiadują się po kolei do czego służą kolejne moduły, przytaczamy sporo przykładów użycia elementów w prawdziwym kodzie.
AH: Jaki sprzęt się wykorzystuje podczas PLC1 i PLC2, jakie są różnice? i jakie są jego zalety?
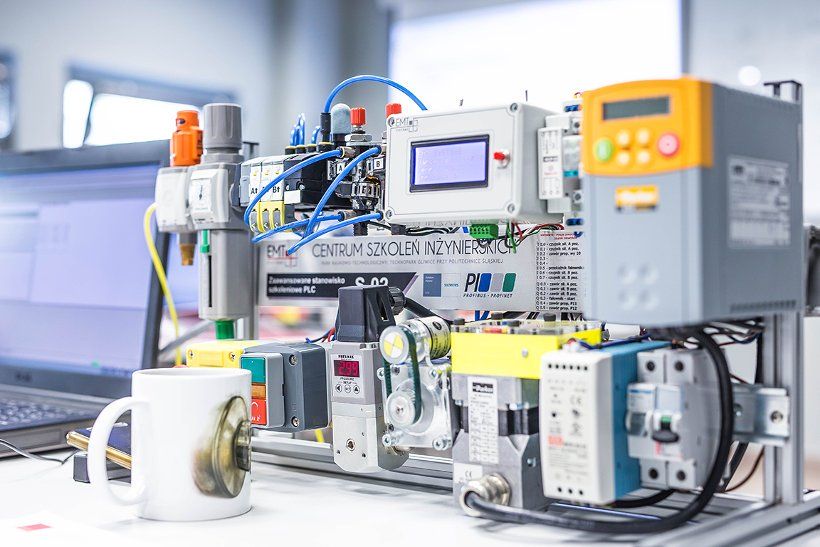
GC: Podczas PLC1 wykorzystujemy zestaw podstawowy z 2 siłownikami pneumatycznymi, chwytakiem, 11 przyciskami i jedną lampką. Wykorzystywany jest tutaj sterownik Siemens SIMATIC S7-300, w większości przypadków 314C 2PN/DP. W czasie PLC2 z kolei kursanci mają do dyspozycji zestaw rozbudowany o dodatkowe elementy wykonawcze. Między innymi silnik krokowy oraz zwykły silnik sterujący wentylatorem chłodzącym termoparę. Podstawowa różnica jest taka, że podczas PLC1 wykorzystujemy wyłącznie sygnały binarne (cyfrowe), a podczas PLC2 – także analogowe.
AH: Dlaczego to jest takie ważne, że wykorzystywane sygnały są zarówno cyfrowe jak i analogowe?
GC: Dlatego, że w przemyśle w ogromnej większości przypadków wykorzystuje się oba typy sygnałów, dlatego osoba, która programuje sterowniki musi sobie dobrze radzić i z sygnałami cyfrowymi i z analogowymi. W przemyśle to niezbędne.

Podczas szkolenia każdy uczestnik dysponuje własnym zestawem wykonawczym.



AH: Jakie umiejętności wynosi się ze szkoleń PLC1 i PLC2?
GC: Szkolenie podstawowe daje umiejętność konfigurowania podstawowych projektów z wykorzystaniem sterowników PLC, umiejętność pisania podstawowych programów, korzystania z języków LAD, FBD, STL. Kursanci uczą się optymalizowania programu w języku STL i odnajdywania błędów w programach napisanych w trzech wymienionych wcześniej językach. Nabywają także umiejętność samodzielnego mierzenia się z danym wyzwaniem – czyli tzw. ‘myślenia jak programista’. Szkolenie PLC2 idzie o krok dalej. Kursanci przyswajają tu zaawansowaną umiejętność pisania programów w języku tekstowym STL. Po kursie potrafią odczytać informację o błędach zwracają przez sterownik, rozumieją ją, potrafią poddać analizie i naprawić średnio zaawansowane usterki w kodzie.
AH: O jakim poziomie samodzielności zawodowej możemy mówić w przypadku absolwentów kursu PLC1 i PLC2?
GC: Po szkoleniu PLC1 kursant posiada podstawową wiedzę o programowaniu sterowników Siemens SIMATIC S7-300/400, potrzebuje wsparcia osoby bardziej doświadczonej w rozwiązywaniu średnio zaawansowanych i zaawansowanych problemów programistycznych. Osiąga samodzielność w zakresie pisania podstawowych programów. Poleciłbym ten kurs osobom, które uczą się na własną rękę i sumiennie rozwijają kompetencje, aby miały okazję poukładać swoją dotychczasową wiedzę pod okiem eksperta. Podczas szkolenia kursanci poświęcają ponad 20 godzin na samodzielną pracę, wyrabiając w sobie dobre nawyki – rozwiązywania problemów samemu. Kursant po PLC2 posiada zaawansowaną wiedzę o programowaniu sterowników Siemens SIMATIC S7-300/400, potrzebuje wsparcia przy rozwiązywaniu wyłącznie trudnych problemów diagnostycznych. Jest samodzielnym programistą, mogącym z powodzeniem realizować powierzone mu zadania programistyczne. Należy jednak pamiętać, że sukces w tej branży uzależniony jest od ilości wykonanych ćwiczeń praktycznych. Sam kurs to nie wszystko. Potrzebne jest mnóstwo zaangażowania, pracy i samozaparcia.

i zaangażowania w rozwój kompetencji.
Rozmowa z mgr. inż. Grzegorzem Czekałą, trenerem EMT-Systems z zakresu systemów sterowania i wizualizacji: PLC1: Programowanie sterowników logicznych SIEMENS SIMATIC S7-300/400 – kurs podstawowy, W1: WinCC SCADA, PLC9: Programowanie sterowników logicznych SIEMENS SIMATIC S7-1200 w TIA Portal – kurs podstawowy, TIAW1: WinCC Panele HMI w TIA Portal oraz TIAW2: WinCC SCADA w TIA Portal.
Rozmowę przeprowadziła mgr inż. Agnieszka Hyla, konsultantka EMT-Systems ds. optymalizacji produkcji.